Met dezelfde machine als ik thuis heb heb ik daar op een stukje metaalplaat best wel goede proplassen kunnen maken.
Voordat ik aan de koets begon te lassen heb ik thuis op de werkbank geoefend met het lassen van zincor plaat.
Het ging goed.
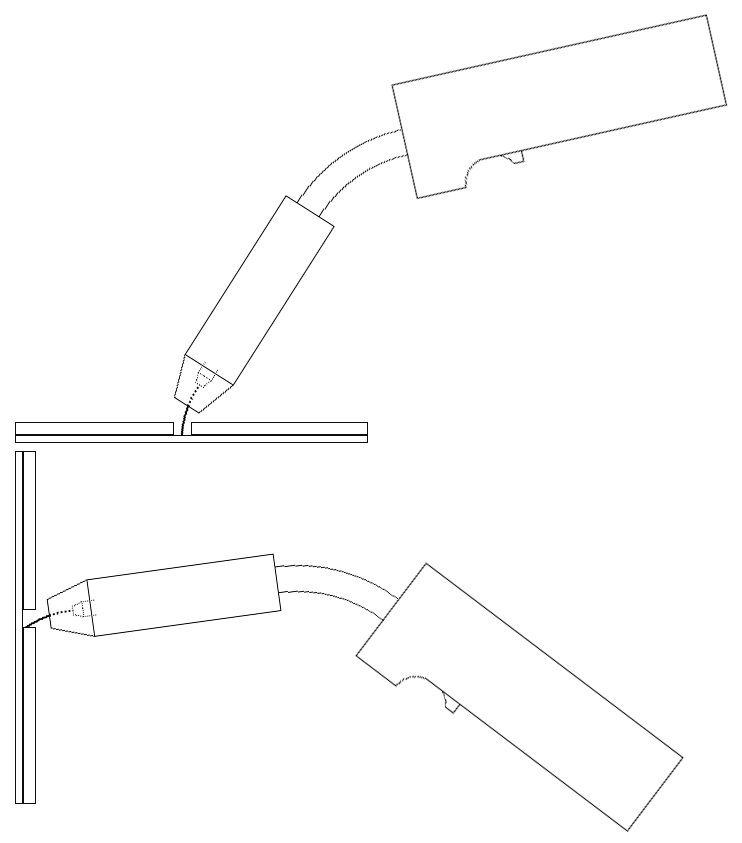
Dus besloot ik aan de koets te gaan lassen , maar dit was geen horizontaal vlak, maar een verticaal vlak, welk ik niet horizontaal kan leggen.
Kort en goed. Dat viel tegen en veel van de proplassen lieten weer los.
Volgens mijn broer komt dat omdat ik op een verticaal vlak heb gelast en dat dat veel moeilijker is dan op een horizontaal vlak, bovendien heb ik een nieuwe zincor plaat op een oude plaat van de koets proberen te lassen.
Maakt dat nu zo veel verschil, een horizontaal vlak lassen, of een verticaal ??

Uploaded with ImageShack.us